如若轉(zhuǎn)載,請(qǐng)注明出處:http://m.agca.org.cn/product/74.html
更新時(shí)間:2026-04-13 03:47:14
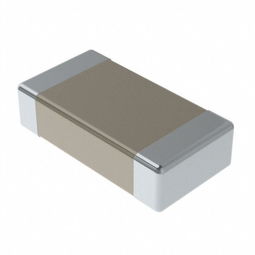
C1206C102KGRACTU電容器產(chǎn)品參數(shù)、文檔資料與貨源價(jià)格解析
電子元器件市場(chǎng)供應(yīng)分析 16大商機(jī)分類與錢眼商機(jī)解讀
廣東惠州電子元器件批發(fā) 哪個(gè)品牌實(shí)力更勝一籌?
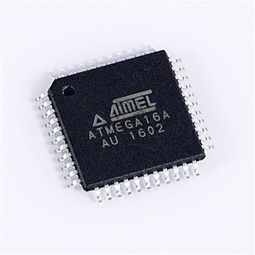
AT90PWM1單片機(jī)解密技術(shù)研究與應(yīng)用探討
三菱GPS-Ⅰ型 KCZ-401A Z1板 電子元器件領(lǐng)域的精密組件解析
供應(yīng)華杰K-LINE EEPROM 可擦除存儲(chǔ)器 K24C02
電子元器件產(chǎn)品質(zhì)量 用戶關(guān)注的熱點(diǎn)與行業(yè)應(yīng)對(duì)
USB Micro Mini 連接器廠家直銷 為電子設(shè)備提供可靠連接方案
電源脈沖變壓器——南京市恒科電子元器件廠的核心產(chǎn)品解析
東莞樟木頭專業(yè)回收各類進(jìn)口IC及庫存電子元器件服務(wù)
地址:深圳市光明區(qū)公明街道下村社區(qū)第一工業(yè)區(qū)14號(hào)301
Copyright © 2026 m.agca.org.cn 電子元器件 深圳市暢恒電子有限公司 電子元器件 版權(quán)所有 Sitemap